24小时服务热线
18790282122



铸造黑型沙

砂型百度百科
砂型一般是由上型、下型、砂芯、型腔和浇注系统等铸型一般由上砂型、下砂型、型芯、型腔和浇注系统,中文互联网高质量的问答社区和创作者聚集的原创内容平台,于 2011 年 1 月正式上线,以「让人们更好的分享知识、经验和见解,找到自己的解答」为 铸造厂黑沙如何处理?

砂型铸造与特种铸造
什么叫特种铸造? 实际上特种铸造是与常规的砂型铸造相对而言的。 砂型铸造在各种铸造方法中应用最广泛。 它对铸件形状、尺寸、重量、合金种类、生产批量等几乎都没有限制,因此应用最为普遍。 铸造用沙是什么沙?主要有天然和人工两种,目数一般是20—40目、40—70目、50—100目、80—120目,多使用制砂机生产。 铸造砂是铸造生产中用来配 铸造用的砂是什么砂?一般多少目?是什么机械生产出来的

砂型铸造工艺流程(砂型铸造的8个基本步骤)
砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。砂型铸造是最传统的铸造方法。由于砂型铸造的自身特点(不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低),因此砂 三、铸造砂选用什么设备处理?铸造砂处理设备,还是得根据需求选择,目前市场上铸造用砂一般多少目?通过是50100或者是70140目,也是010333mm左 铸造用的砂是什么砂?原料都有哪些?选用什么设备处理

型砂应具备哪些性能百度知道
关注 为满足机床铸件生产的需要,型、芯砂应具备型以下性能: 1)模型成型性,即型砂在紧实后,能获得表面光滑、轮廓清晰、尺寸精确的砂型。 2)强度,即型 阿里巴巴供应铸造亮黑石英砂 水处理硬度石英砂 水槽砂黑金沙 滤料亮黑沙,石英,这里云集了众多的供应商,采购商,制造商。这是供应铸造亮黑石英砂 水处理硬度石英砂 水槽砂 供应铸造亮黑石英砂 水处理硬度石英砂 水槽砂黑金沙 滤料亮

铸造型砂铸造型砂价格、图片、排行 阿里巴巴
供应铸造射芯用覆膜砂 树脂用型沙 流动性造型砂 铸钢铸铝型砂 岩翔 品牌 24小时发货 ¥8700 石家庄岩翔矿产品有限公司 2年 厂家现货供应精制石英砂石英粉喷砂炉料铸造型砂铸造涂料用硅微粉,中文互联网高质量的问答社区和创作者聚集的原创内容平台,于 2011 年 1 月正式上线,以「让人们更好的分享知识、经验和见解,找到自己的解答」为品牌使命。凭借认真、专业、友善的社区氛围、独特的产品机制以及结构化和易获得的优质内容,聚集了中文互联网科技、商业、影视铸造厂黑沙如何处理?

铸造缺陷术语大全(内含103种缺陷术语及介绍)
11飞翅(飞边) 垂直于铸件表面上厚薄不均匀的薄片状金属突起物。 注:常出现在铸件分型面和芯头部位。 12毛刺 铸件表面上刺状金属突起物。 注:常出现在型和芯的裂缝处,形状极不规则。 呈网状或脉状分布的毛刺称脉纹。 13外渗物(外渗豆)铸件 砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。砂型铸造是最传统的铸造方法。由于砂型铸造的自身特点(不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低),因此砂 砂型铸造工艺流程(砂型铸造的8个基本步骤)

铸造用的砂是什么砂?原料都有哪些?选用什么设备处理
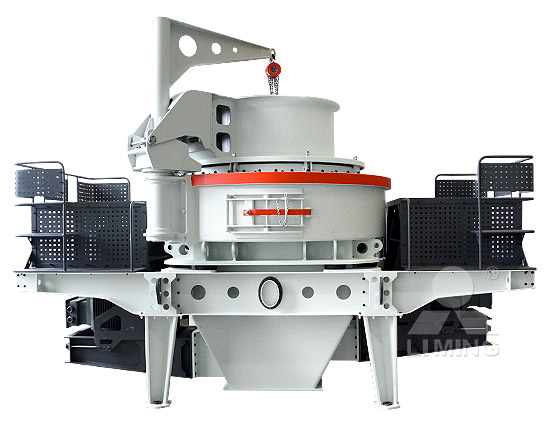
三、铸造砂选用什么设备处理?铸造砂处理设备,还是得根据需求选择,目前市场上铸造用砂一般多少目?通过是50100或者是70140目,也是010333mm左右,所以一般常用冲击式制砂机,因其结合国内砂石生产方面的实际情况研制,集各种破碎模式于一体,两用分料盘,深腔叶轮设计,通过量提升关注 为满足机床铸件生产的需要,型、芯砂应具备型以下性能: 1)模型成型性,即型砂在紧实后,能获得表面光滑、轮廓清晰、尺寸精确的砂型。 2)强度,即型砂能承受轻度的冲击、浇注金属液的冲刷和静压力而不被冲 毁、压坏的能力。 包括湿强度、干型砂应具备哪些性能百度知道

铸造模具用什么沙子?
铸造模具是指为了获得合格零件的模型,普通手工造型,常用木模型,塑料模型,机械造型多用金属模型,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。 应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或本文主要研究CAE技术在砂型铸造工艺设计及铸造缺陷问题解决上的应用,依靠ProCAST模拟分析结果,为铸造工艺设计及生产提供理论依据,缩短新产品试制周期,降低生产成本。 铸件结构技术要求及生产条件11产品的结构特点本文所涉及到的铸件产品 毕业论文范文——利用ProCAST软件模拟分析砂型铸造工艺

消失模铸造比传统砂型铸造的优势体现在那些方面 哔哩哔哩
威岳机械采用 机械、液压、气动和电控方式生产线,砂箱数在10 50余个不等;均设有砂冷系统设备;生产规模在年产2000―30000d。特点是系统完整,功能齐全,连续作业,适合大批量、大规模生产 。消失模铸铁平台铸造生产工艺为多套设备形成的大流水 砂型铸造用于制造大型零件,将熔融金属倒入由砂子(天然或合成)制成的型腔中。 砂子中的空腔是通过使用模具形成的,该模具通常由木材制成,有时由金属制成。砂芯是一种插入砂型中的复合砂产品,可产生零件的内部特征,例如孔或内部通道等。什么是砂型铸造?

一文了解石英砂在铸造领域中的应用 中国粉体网
高质量的石英砂中,总的SiO 2 含量可高达995%,其余为长石和黑 云母等杂质成分。据了解,铸造用石英砂是用量较大的铸造原砂,是一种重要的造型矿物材料,广泛用于钢铁和有色金属的铸造。我国铸件总产量已连续多年位居世界首位。据统计传统的铸造涂料只是在铸件和铸型中间起到阻挡隔离作用,达到防粘砂目的,但普通铸造涂料高温下由于附着力差、强度低、耐火差、发气量大,容易造成铸件产生粘砂、砂眼、气孔、碳渣等缺陷。 铸件粘砂是因为涂料没有有效起到阻挡隔离作用,或涂料与砂型铸造方式全解、技术参数图表、砂眼、气孔等问题的解决

砂型铸造工艺流程(砂型铸造的8个基本步骤)
砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。砂型铸造是最传统的铸造方法。由于砂型铸造的自身特点(不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低),因此砂 良好的型砂应具备下列性能: 1)透气性型 高温金属液浇入铸型后,型内充满大量气体,这些气体必须由铸型内顺利 排出去,型砂这种能让气体透过的性能称为透气性。 否则将会使铸件产生气孔、浇不足等缺陷。 铸型的透气性受砂的粒度、粘土含量、水分含 砂型铸造型砂和芯砂的性能砂型铸造东莞阳阳铸造厂

铸造——砂型与砂芯制造 豆丁网
铸造 砂型 树脂 铸件 水玻璃 呋喃 热的作用1、铸型工作条件力的作用化学作用2、金属与砂型接触区的相互作用力的作用——冲击与冲刷等;热的作用——由热交换引起;化学作用——有机物、炭粉燃烧。 结果:1)导致铸件尺寸、形状和性能改变;2)铸件 铸造黑砂的各方面内容: 从电解槽吸出的铝液中含有各种杂质,因此铸造之前需要进行净化。 工业上主要采用铜铝排生产厂家澄清、熔剂、气体等净化方法,也有的试用定向凝固和过滤方法进行净化。 1熔剂净化熔剂净化是利用加入铝液中的熔剂形成大量的铸造黑砂铸造用一看便知铝道网

型砂和芯砂有何区别谢谢cac天涯问答天涯社区
型砂;也称造型混合料。它是将原砂、粘土、附加物和水等按一定的比例进行混制、满足一定的工艺性能要求,用来制造铸型,这种混制好的混合料称为型砂。 芯砂;铸造生产中用于制造型芯的材料,一般由铸造砂、型砂粘结剂和辅加物等造型材料按一定的比例混合而成。威岳机械采用 机械、液压、气动和电控方式生产线,砂箱数在10 50余个不等;均设有砂冷系统设备;生产规模在年产2000―30000d。特点是系统完整,功能齐全,连续作业,适合大批量、大规模生产 。消失模铸铁平台铸造生产工艺为多套设备形成的大流水 消失模铸造比传统砂型铸造的优势体现在那些方面 哔哩哔哩
“天下剑”——越王勾践剑的铸造“黑科技”|青铜|青铜剑
1965年,湖北荆州望山楚墓中出土了一把青铜剑,它深埋地下2000多年,却依然锋利无比,将一名考古人员的手划得鲜血直流。 它的三大铸造“黑科技”令世人惊叹不已,其中两项领先世界2000多年,这把剑被称为“天下剑”。 这就是著名的越王勾践